1 引言深孔钻镗床主要用于深孔钻孔,扩孔,镗孔等深孔加工。但由于加工深度常达到十几米甚至几十米,在加工过程中,刀具损坏状况很难掌握,通常都由操作者根据自己的工作经验来判断。因此当刀具损坏时,十分不容易被发现,常常会影响加工的精度,并造成生产上的损失,甚至使机床受到损坏。经过多年的摸索实践总结出如下方法,很好地解决了这一问题。
在普通的深孔钻镗床中,床头箱主轴,钻杆箱主轴通常选用直流调速装置控制直流电机来实现调速。直流调速具有调速范围宽,低速性能好等特点。
2 工作原理
在正常加工过程中,随着钻孔的深入,刀具所受钻削扭矩基本保持不变,电机的功率也基本保持不变。当刀具损坏后,则刀具所受扭矩变大,从而引起电机电流增大,通过PLC的模拟量输入模块将检测到模拟量信号转变为数字量信号,利用PLC的运算功能与设定值进行比较,来确定刀具是否损坏。
利用调速装置的模拟量输出口将检测到的电流信号转换成0~10V电压信号,输出到PLC的模拟量输入模块进行A/D模数转换,然后与设定值进行比较。这个设定值由工艺人员根据工件材质,刀具,加工量等参数计算得到,通过拔段开关来选择。当检测值大于设定值20%时,则判定扭矩过载,即刀具受损,PLC发出报警,停止加工,更换刀具, 工件加工示意图如图1所示。
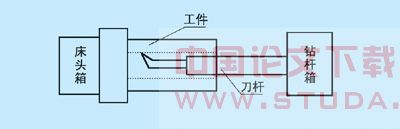 图1 加工示意图
图1 加工示意图
2.1 硬件配置
检测系统选件主要有直流调速装置6RA24,用于检测电机电流;PLC为欧姆龙公司的CQM1H主机,和其模拟量输入模块,用于进行模数转换及比较运算;100Ω/0.5w电阻10个,用于扭矩设定粗调;电位器3kΩ/1w1个 ,用于扭矩设定精调;拨段开关1个,用于扭矩设定选择。装置输出电压U2,给定电压U1。
2.2 检测系统
检测系统框图如图2所示, 检测数据如附表。
2.3 信号采样的处理与比较
接通刀具扭矩保护开关后,延时30S后,开始对U1,U2进行信号采样。将U1,U2信号分别采样1次,作为1组。每隔1S采样1次,并将采样信号经过模数转换,传输到PC的内部作运算。采取5组数据,并将每1组中的2个数据进行比较。只有当5组信号中的U2均大于U1的20%时,才认为扭矩过载,发出报警。如果只有1,2组信号是U2大于U1的20%,则认为是加工零件中有硬点或有其它的干扰信号,可以忽略,然后重新进行采样。
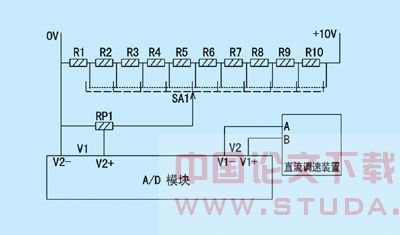 图2 系统控制框图
图2 系统控制框图

2.4 部分控制程序
LD 0000 ;选择扭矩比较
TIM T001
#0300
LD T001
AND NOT T003
TIM T002
#0010
LD T002
TIM T003
#0010
LD T002
MOV(21) 232 ;读入数据
DM0012 ;将232中内容传送到DM0012
LD T002
MOV(21) 233 ;读入数据
DM0014 ;将233中内容传送到DM0014
LD 0000
CMP(20) DM0012 ;进行比较
DM0014
AND 25505 ;结果为真时则20000 输出
OUT 20000
LD 20000
SUB(31) DM0012
DM0014 ;从DM0012中内容减去DM0014
DM0010 ;中内容并将结果置于DM0010
LD 20000
MUL(32) DM0010
#0005
DM0016
LD 20000
CMP(20) DM0016
DM0014
AND 25505
OUT 01000 ;DM0010中内容若大于
;DM0014内容的20%,则
;01000输出报警,停止加工。
3 结论 这种控制电路检测方法已经多次应用于机床设计,实践证明是行之有效的。如果将此设计电路稍作变化,也可以应用于数控机床上。十分方便地解决深孔加工中的刀具扭矩保护的设计。
参考文献[1] 齐占山. 机床电气控制技术[M]. 北京:机械工业出版社,1998.
[2] 常健生. 检测与转换技术[M]. 长春:吉林工业大学出版社,1998.
[3] OMRON CQM1H可编程序控制器使用手册.
[4] 张晓坤. 可编程序控制器原理及应用[M].西安:西北工业大学出版社,2000.
